

1.安装条件及安装的技术要求
1.1 保持输送机、转载机铺设平直。
1.2 保证链条无缠结现象。
1.3 链条立环的焊口要背离中板。
1.4 刮板的长端侧朝向运输方向,刮板要避开接链环位置。
1.5 刮板间距严格按操作使用说明书要求安装。
1.6 一定要按链条配对标识配对安装,达到总长度一致,保证受力均匀。
2.配对安装步骤

第一步:看清包装箱外表面或非装箱链条端部涂刷的配对标识:如右图卷滚链条端部依次涂有绿绿红的链环。
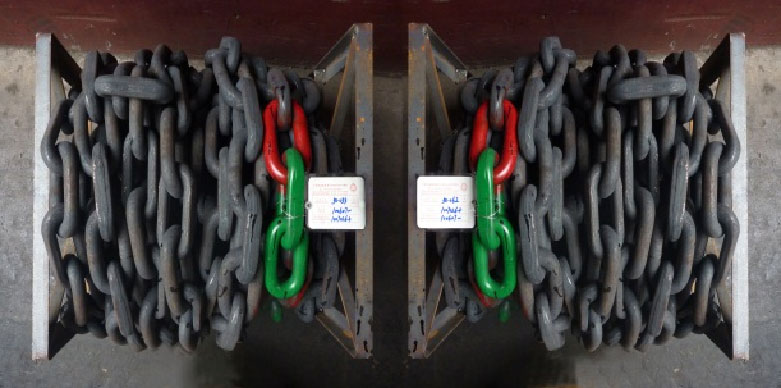
第二步:找出箱内链条上或装箱链条端部拴挂的《链条配对使用重要说明》标签,确认包装箱外表面或非装箱链条端部的配对标识与标签上的配对标识一致。

第三步:将配对标识一样的两根链条并排铺开,找出《链条配对使用重要说明》标签上标明的每根链条的测量长度。

第四步:摆好首对儿链条,再按以上步骤找出第二对儿链条铺开。将第二对儿链条中长的一条与首对儿中短的一条放在一侧对接,将第二对儿链条中短的一条与首对儿中长的一条放在另一侧对接。第三对儿、第四对儿……,都象这样长对短、短对长依次安装完毕。这样做可保证两侧链条的累积配对公差趋近于零。
3.刮板螺栓的紧固螺母位置要背离中板
3.1刮板螺栓的拧紧力矩按输送机说明书的规定。
3.2链条安装后,在无煤、水润滑条件下不得启动运行,防止链条剧烈磨损。
3.3进行紧链作业,设置链条预张紧力,其松紧程度以输送机、转载机空载时,机头下方松弛1.5个链环为宜。单根链条的预张紧力,建议按下表数据调控。
链条规格 | 34×126 | 38×137 | 42×146 | 48×152 |
PCC建议的预张紧力 | 9~12(吨) | 12~15(吨) | 17~23(吨) | 24~28(吨) |
● 注意:
○ 必须用两根链条的预张紧力总值来确定预张紧的程度,因为两机两侧链条的预张紧力相差20%是允许的。
○ 链条预张紧力的具体数值应根据两机的负荷、工作面工况等因素综合考虑,并在上表建议范围内调定。
4. 安装调整后检查
4.1检查输送机、转载机中部槽,确认中部槽本体及其连接部位没有任何影响链条正常运行的现象。
4.2检查链条与各部分的联接件、紧固件,确认紧固、可靠。
4.3检查接链环的定位销,确认没有忘装或在试运行后无松动。
4.4检查刮板螺栓和接链环的拧紧力矩,确认符合输送机、转载机操作使用说明书的要求。
4.5检查链条的预张紧力,确认链条张紧适当。
4.6检查链条与链轮的啮合是否良好。确认平环能顺利进入链窝,并与轮牙底面接触;链条在整个上下链道中无阻卡现象。
上一个:圆环链选型指南
下一个:刮板输送机使用时有哪些小常识

